| Chapter 1. Basic Machining and Tips
Making a Screw Thread
 Elementary Knowledge of Screws
Elementary Knowledge of Screws
Machine screws are extensively used for securing parts. The number of different
types and sizes of machine screws, nuts & bolts prohibit the possibility
of introducing them all here so the following information addressed the
elementary information only.
 Types of Threads
Types of Threads
Almost of the thread have triangle shaped threads. On the other hand, square
shaped and trapezoid shaped thereads are used moving machinery which need
high accuracy, such as a lathe.
In respect to thread standards, there are a metric thread (M), a parallel
thread for piping (PF), a taper thread for piping (PT), and an unified
thread (UNC, UNF). The following information is related metric threads,
because they are the most widely used in Japan and many countries around
the world.
Terms used for Threads
Figure 1 shown an image of a thread. One of the most important terms used is that of the outer diameter. In the case of a metric thread, the bolt is named in accordance with its outer diameter e.g a bolt with a 5 mm outer diameter is known as an M5 bolt.
The "Pitch" of the tread is another important feature of a thread. The pitch is defined as the interval (distance) between adjoining threads. e.g. Nuts & bolts must have the same pitch as well as diameter if they are going to be used together.
The principles of cutting threads in nuts and bolts is that the bolt (male thread) is usually cut from a rod of material which has the same diameter has the intended finished bolt. The nut is made from a larger stock witch has a hole drilled through it that is slightly larger than that of the rod diameter. A thread of the same pitch is then cut which results in two mating threads. The same principles apply for cutting holes in places and other work pieces. (such an in the cylinder discussed earlier.) |
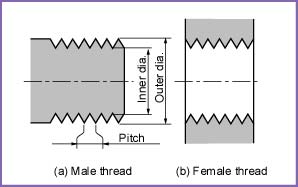
Fig.1, Terms of Screw
|
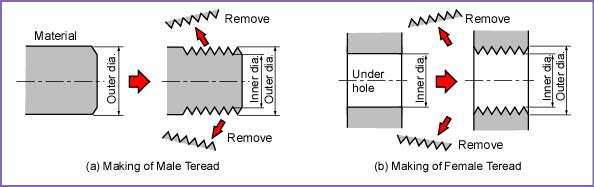
Fig.2, Imagine of Thread Cutting Processing
Screw and Clearance Hole
| Screws are typically used for securing mating parts. When two pieces are
joined together using screws, one piece is made with threads, and another
piece is made with clearance holes, which have bigger diameters than that
of the screws. If the diameter of the clearance hole is too small, the
piece cannot be assembled as the screw will not fit through the hole. Also,
if the diameter of the clearance hole is too big, , the piece will be loose
as the hole will provide a sloppy fit. Therefore, we must provide make
suitable diameter clearace holes. As a "rule of thumb", the diameter
of the clearance hole has more 10 % than the diameter of the screw. For
examples, the clearance hole for a M3 screw has 3.2 mm or 3.5 mm diameter.
the clearance hole for a M4 screw has 4.2 mm or 4.5 of diameter. And we
would make a hole with 5.5 mm of diameter for a M5 screw. |
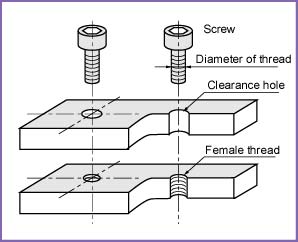
Fig.3, Screw and Clearance Hole
|
Thread Making Process
When we make the male thread, generally we use a die tool. When we make
the female thread, we use a tap tool. If we do not have the suitable tools,
we can also make the thread using a lathe as described in Chapter 3.
Caution
When we make the threads using the tap or the die, care should be taken
in respect for the following.
(1) Start the thread with a perpendicular positioning of the tap or the
die.
(2) Turn the tap or die in quarter turns and "back off" quarter
turns to remove melat chips so that they don't clog the tool.
(3) Always use a cutting oil. |
|

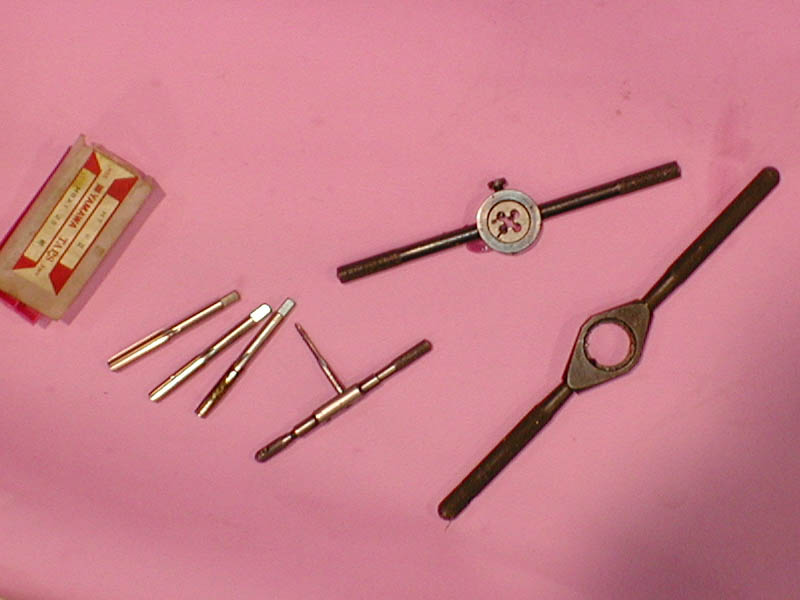
Fig.4, Tap and Die
|
Tread Cutting using a Hand Tap
Figure 5 shows taps which are used to make female threads. They are usually
used with a tap handle as shown in Figure 6. In respect to the tread cutting
process, we first, we make a hole with suitable diameter and suitable depth
(see Table 1). Next, we start to turn the tap in a clockwise direction.
There are typically three types of taps used as seen in figure 5. Of the
three tap types there is a tapered tap to facilitate the initial thread
cutting, an intermediate type that is used to progress the thread after
it has been started and then finally, a "Bottoming" thread which
is used to obtain the full thread depth when cutting a thread that does
not go the whole of the way trough the piece.
Taps can be easily broken and if the tap is broken in the work piece, it
can be almost impossible to remove. It is therefore, very prudent to take
care to ensure that metal chips do not build-up in the tap and also that
the tap does not overheat as a result of the cutting process through the
use of a cutting lubricant. |

Fig.5, Taps
|

Fig.6, A Tap with a Tap handle
|

Fig.7, Teread Cutting using a Tap
|
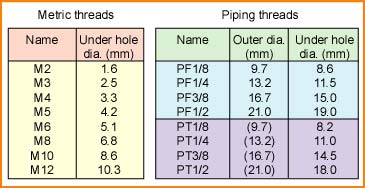
Recommended Tap Hole Size
Table 1 lists diameters of hole sizes for metric female threads and piping
threads (PT, PF). Please note that the diameter of the hole equals the
approximate difference of the diameter of the thread and the thread pitch.
It may be necessary the allow a grater hole clearance if for example we
were making a thread in hard stainless steel. |
Table 1, Recommended Tap Hole Size
|
Cutting using a Hand Die
Figure 8 shows a die and a die handle which are used to make male threads.
The procedure of the threading is the same of the taps. But it is more
difficult to start the thread cutting process than with tapping as dies
do not have an equivalent to a tapered starting tap with perpendicular
than the tapping.
The thread cutting process using a die usually typically results in a smaller
diameter of the original piece so care needs to be taken in selecting the
correct size stock. If the stock is too small, this will result in a shallow
thread depth resulting in an unsatisfactory thread. The die also created
a bevel on the thread which is necessary for a close fit.
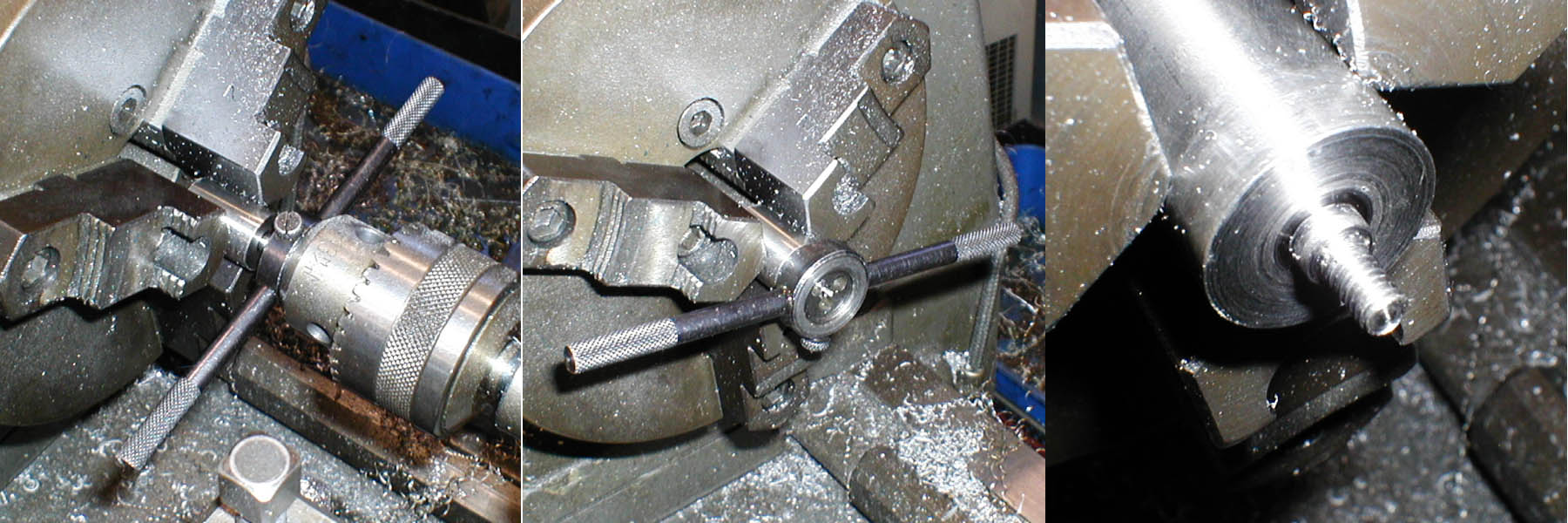
If you have a lathe, the job of cutting a thread can be easier as it is possible to use the "STOPPED" lathe to assist in starting the thread as shown in figure 9. The die is pushed by the drill chuck aligned perpendicularly to the piece and after. After enough thread is cut, the drill chuck is removed and the die handle is then turned by hand. |

Fig.8, A Die and A Die Handle
|

Fig.9, Thread Making using Die
More on Threads
How does the screw make perpendicularly?
If the thread needs to be held perpendicular to the piece, then it is important
that the thread incorporate a shoulder to act as a "load bearing surface"
as depicted in figure 10.The threaded section does not have the mechanical
properties necessary to remain perpendicular without such a shoulder. |
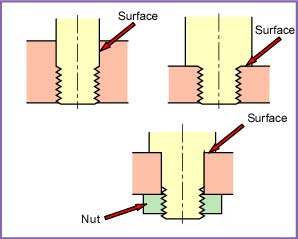
Fig.10, How to Make Perpendicular Screw
|
[ Metal Working TOP ]
[ Hirata HOME ]
[ Power and Energy Engineering Division ]
[ NMRI HOME ]
|