| Chapter 1. Basic Machining and Tips
Marking-off and Drilling a Cylinder
 Drillings of Circular Holes
Drillings of Circular Holes
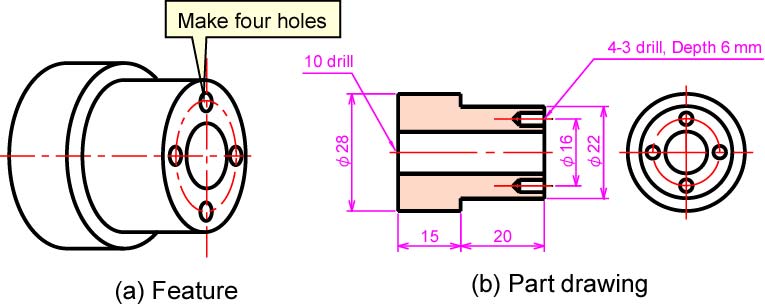
In any mechanical parts, we often drill holes on a circular pattern on
the face of a cylindrical as shown in Figure 1.
Figures 2 to 7 shows the procedure of a marking-off and drilling on a typical
part. |
Fig.1, Part Drawing
|

Fig.2, Marking the Center Lines on the Work Piece
| The work piece is set on a square block and securely fastened in the "vee"
section. Find the center of the work piece and scribe a vertical a line
across the face. Care must be taken to find the exact center otherwise
the desired accuracy cannot be obtained. |
|

Fig.3, Markings of Center Lines (continued)
| Turn the square block 90 degrees and mark the line across the face as it
step one to achieve the intersecting line. |
|

Fig.4, Marking with a Center Punch
| Find the center of each line at the exact location to be drilled and using a center punch and hammer, lightly mark the drilling position. Check the dimensions and if they are correct, re-punch the marks but this time using a bit more force. |
|

Fig.5, Marked-off Material
| The marking-off process is complete and the work piece is ready to be drilled. |
|

Fig.6, Processing of a Drilling Machine
| Secure the work piece in the drilling machine vice and drill the holes. |
|
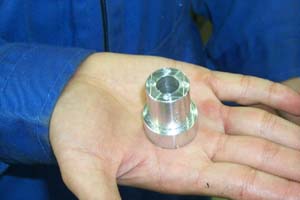
Fig.7, Completed Part
|
 Using V-shaped Block
Using V-shaped Block
A V-shaped block as shown in Figures 8 and 9 is used for the marking-off
of a cylindrical part. Note, the vee block shown does not have a securing
clamp so it is not as convenient to use as one with a clamp.

Fig.8, V-shaped Block
|

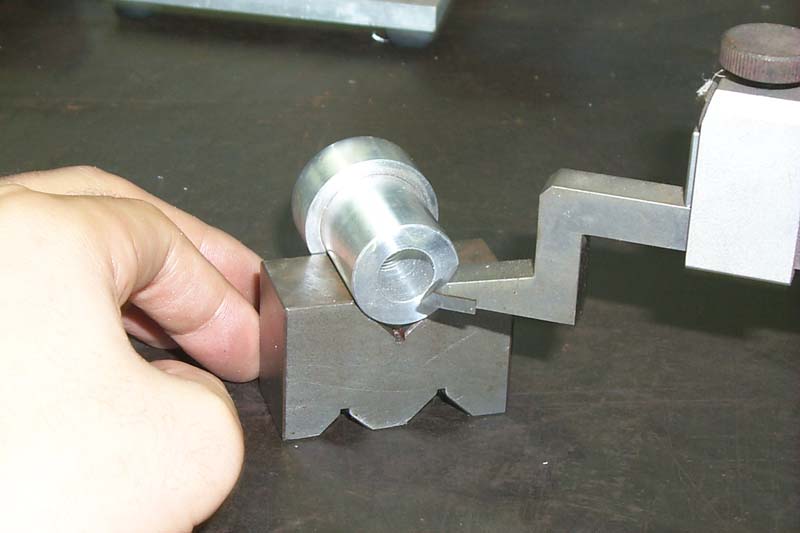
Fig.9, Setting of a part on the Block
|
|
[ Metal Working TOP ][ Hirata HOME ][ Power and Energy Engineering Division ][ NMRI HOME ]
|