| Chapter 1. Basic Machining and Tips
Metal Materials
 Materials
Materials
There are many different material types to choose from when undertaking
a project. For the purposes of our discussion, the materials are grouped
roughly into two categories, these being "Non-metallic" and Metallic".
In respect to metallic materials these are then subsequently grouped into
two groups being ferrous and non-ferrous. Each of the materials has their
own characteristics and requires different machining techniques. Careful
consideration needs to be given to the correct material selection for its
application. (Definition: Ferrous as in containing Iron, e.g steel - Non-ferrous
as in not containing Iron e.g aluminium, copper) A simple test for ferrous/non-ferrous
materials is to use magnet as a magnet will sick to ferrous materials due
to its iron content.
 Aluminium Alloy Aluminium Alloy
There are many kinds of Alloys to choose from but often, Aluminium is chosen
as it is lightweight (about 2700 kg/m3 density), it is comparatively soft
and its process-ability is good. From a machining viewpoint pure aluminium
(JIS A1000) greatly differs from Al-Cu alloy (JIS A2000) .
Pure aluminium is easy to bend but it is difficult to process as it is
too soft and easily clogs cutting tools. On the other hand, the Al-Cu alloy,
such as A2011 or A2017 (called duralumin) is easy to handle and cut with
several of the grades having strength similar to that of steel. However,
one of the drawbacks of aluminium is that it is difficult to weld, solder
and bend.
It is very difficult to distinguish between the pure aluminum, the Al-Cu
alloy and etc. When they are cutting with a machine, we may recognize the
material. |

Fig.1, Aluminum Alloy (JIS A2017)
|
Stainless Steel
A typical stain less steel is JIS SUS304. The benefits of stainless steel
is that it has high strength, great heat-resistance, and and it resists
staining e.g rust. Due to its high resistance to heat it makes an ideal
material for mechanical parts that are subjected to heating such as a heater
of a Stirling engine. Also, due to the materials resistance to rusting,
it is ideal for use where it is exposed to water. Other examples of its
use is in drive shafts where both strength and corrosion resistance is
needed.
Stainless Steel tends to be a bit sticky in respect to cutting and machining and as it is a relatively hard material it tends to shorten the life of the cutting tools being used. Such cutting tools need to be sharpened often particularly in prolonged cutting operations. Stainless Steel can usually be identified by its glossy silver colour. |

Fig.2, Stainless Steel (JIS SUS304)
|
Carbon Steel
Typical carbon steel materials are JIS S45C and JIS SS400. They are very
cheap, excelling in weldability, and they can be subjected to various heat
treatments. Since many machine tools are designed to cut mild steel material,
it is very rare to encounter problems while machining.
I hardly use mild steel apart from cases where welding is required as I
mostly make experimental models as therefore issues such as low manufacturing
costs are not a consideration in the work that I do.
Generally, mild steel has a black surface and this surface is very hard,
if possible, this surface should be left intact as it offers additional
protection. |

Fig.3, Carbon Steel (JIS S45C)
|
Brass
Brass is an alloy which is made from a combination of copper and zinc as the main ingredients. In compared with carbon steel or stainless steel, the machine-ability of brass is good, and it also has good soldering properties.
Brass is very heavy due to its high density so it is ideal for heavy parts,
such as a flywheel or balance weight for model engines.
Brass is prized for the highly polished finish it can produce however,
since brass surface will oxidise when exposed to the elements, it it preferable
to apply a clear lacquer protective coating.
Brass is very expensive when compared to other materials so it is used
very selectively. |

Fig.4, Brass (JIS C2800)
|
Material Identification
Usually, a billet (column) of material is sold in unit lengths of 1 to 2 meters (or more). These billets typically carry the material identification written on the end of the billet as seen in the photos on the right. As the billet is usually cut to provide the work piece, take care to cut from the end opposite the markings so as to leave the markings for subsequent identification.
|
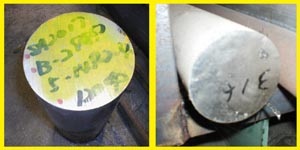
Fig.5, Material Indication
|
Common Shapes
Material is usually supplied as common shapes and these are (a) Billets
(columns), (b) flat bar (boards), (c) Angle (L-shaped), (d) "C"
channel (C-shaped) and (e) pipe. The correct selection of material assists
in simplifying a project.
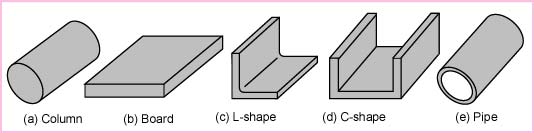
Fig.6, Common Material Shapes
Common machining sizes of billets
Common billet sizes are: 30mm, 40mm, 50mm, 60mm and 80mm (However many
other sizes can be ordered). As the surface finish of many billets is not
satisfactory for a finished project, they often have to be machined to
suit the project. Should you want a finished diameter of the above mentioned
sizes, then it is necessary to commence with the next larger size in the
range and machine this down to the desired diameter. The exception to this
can be stainless steel with diameters of 10mm or less as the surface finish
of these is quite high and sometimes suitable for the job in hand. |
[ Metal Working TOP ]
[ Hirata HOME ]
[ Power and Energy Engineering Division ]
[ NMRI HOME ]
|




