| Chapter 5. Weldings and Soldering
Soldering
 Preparations for Soldering
Preparations for Soldering
ロウ付けとは,部品と部品の間に溶解した「ロウ」を流し込み,部品と部品を固定する加工である。部品を熔かすことなく接合するのが溶接と異なる点である。ロウ付けには様々な種類があるようだが,ここでは最も基本的な銀ロウを使ったロウ付けを紹介する。
ロウ付けをするために,ガストーチ(アセチレン・酸素が最適,なければ小型ガストーチでも小さな部品のロウ付けは可能),銀ロウ,フラックス,ライタ,革手袋,レンガ(あると便利),アセトン(アルコールでも可?)を準備する。
|

Fig.1, Preparations
|
 ロウ付けを「しやすい材料」と「しにくい材料」
ロウ付けを「しやすい材料」と「しにくい材料」
ステンレス鋼や鉄鋼はロウ付けしやすい。これらは融点が高く,若干加熱しすぎても材料が溶けないからである。また,黄銅や銅はロウとの相性がよいため,かなり簡単にロウ付けできる。熱がかからず,それほど高い強度を必要としない場所であれば,銀ロウでなく「はんだ」でも簡単に固定できる。一方,アルミニウム合金はロウ付けしにくい(筆者は一度もうまくできたことがない)。ロウとの相性が悪いばかりでなく,融点が低いため少しでも加熱しすぎると材料が溶けてしまうためである。
|
Procedure of Soldering
|
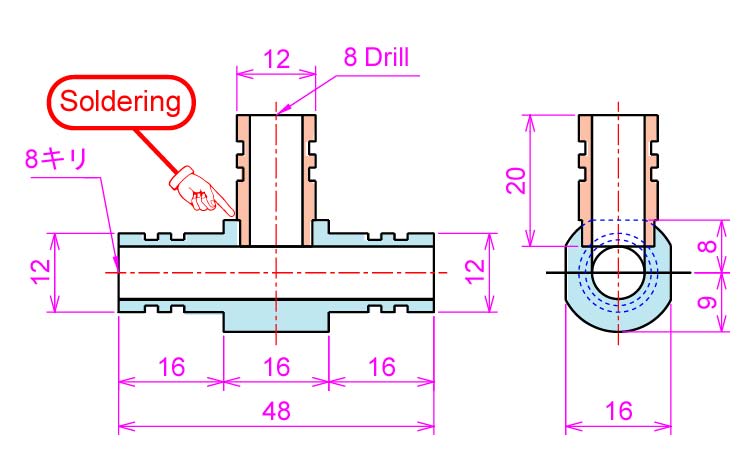
魚ロボットUPF-2001に使用する配管部品の製作手順を紹介する。図2に示すように,この配管部品は2つの部品から構成されており,材質はステンレス鋼(SUS304)である。使用時の圧力は低いが,水中で使用するため,水漏れがあってはいけない部品である。
|
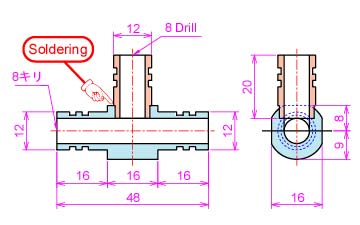
Fig.2, Piping Compornent
|

Fig.3, Preparing of Parts
| The parts for the soldering are completed using a lathe and a milling machine.
The connection must be hard clearance. The wax can flow in little clearance. |
|

Fig.4,. Cleaning
| A cleaning is very important for soldering. アセトンで部品を洗浄する。切削油などで汚れているとロウがつかないので,穴の奥まで念入りに洗浄する。もちろん,さびがあってもロウ付けはできない。ロウ付けを成功させる一つのポイントは,丁寧な洗浄である。 |
|

Fig.5, Flux
| A flux is pasted on the part of the soldering. The wax flows on the flux.
The flux is very important for the soldering. |
|

Fig.6, Gas Torch
| This is a gas torch. In this case, we used the gas torch for oxy-acetylene
welding. In the case of small parts, a gas torch for prppane can be used
for the soldering. |
|

Fig.7, Heating
| 部品全体が均一な温度になるようにゆっくりと加熱する。均一に加熱するためには,大きい部品(熱容量が大きい部品)を強くあぶるようにする。また,部品の形状によっては,熱伝導による熱の逃げを考えながら加熱することも重要である。 |
|

Fig.8, Soldering
| フラックスが一度白くなり,その後,透明な水あめ状になったら,銀ロウをつける。銀ロウは暖かい方に流れていく性質があるらしい。 |
|

Fig.9, Finishing
| ロウ付けが終了したら,ゆっくりと冷やす。急冷すると,ひびが入ることもある。 |
|

Fig.10, Completed Part
| 完成した魚ロボット用の配管部品である。あまり上手なロウ付けではないが,水漏れはなく,機能上の問題はなさそうである。 |
|
Wxamples of Soldering
ロウ付けができると機械加工の範囲が広がる。ロウ付けは,比較的簡単に気体や液体の漏れを止めることができるので,配管部品に利用しやすい。以下,いくつかの使用例を紹介する。
Model Stilring Engine
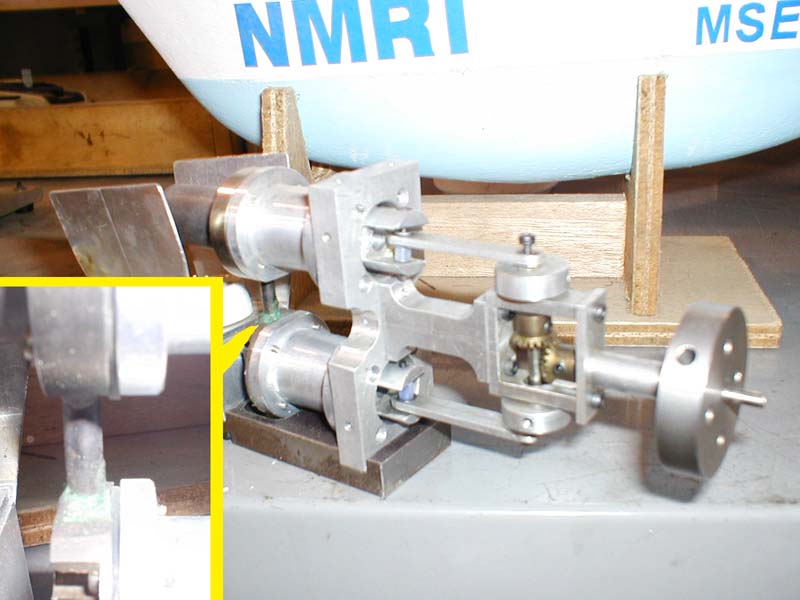
模型スターリングエンジンの連結管をロウ付けで固定した。部品が小さいので,ロウ付けはそれほど難しくない。強度・耐熱性にも十分である。連結管には直径3 mmのステンレス管を使用しており,シリンダ側の部品もステンレス鋼製である。 |
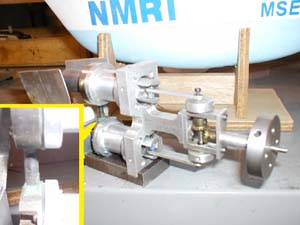
Fig.11, Modeel Stirling Engine
|
Experimental Stirling Engine
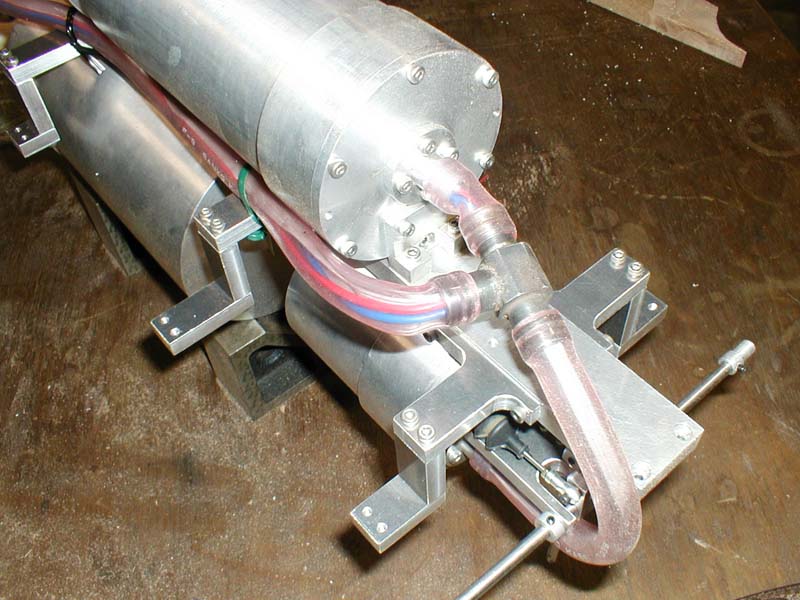
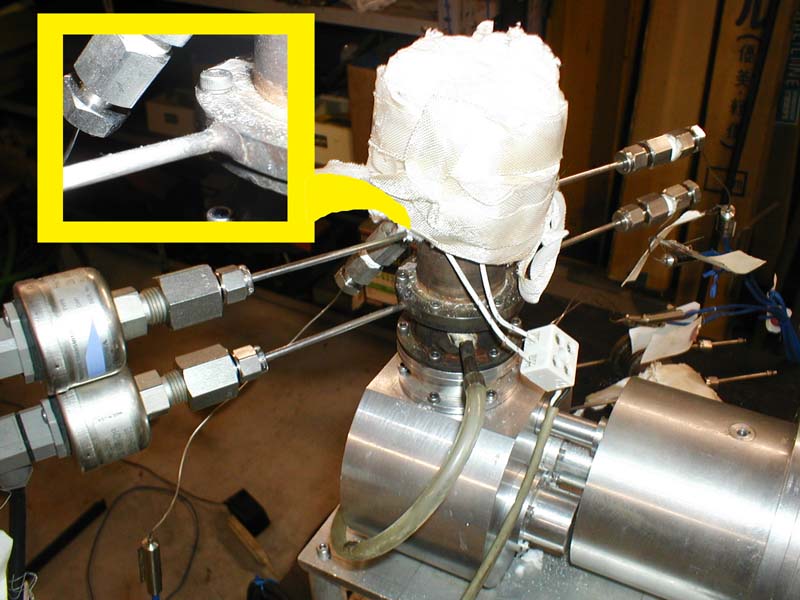
実験用スターリングエンジンに圧力センサや熱電対を取り付ける際,シリンダに直径3 mmのステンレス管をロウ付けした。最高で1 MPa程度のガス圧力がかかるが,ロウ付け部からのガス漏れもなく,強度も十分である。 |
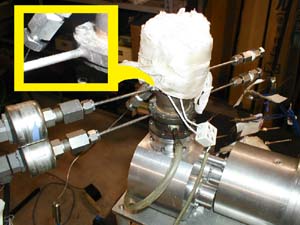
Fig.12, Measuring Tubes of Stirling Engine
|
CAUTIONS FOR SOLDERING
①フラックスは材料とロウに適したものを使う。
②アセチレンガスを扱うには資格が必要である。
③火傷や火事に気をつける(当然だが)。
④コンクリートの上で加熱すると,コンクリートの破片が飛んでくることがある。 |
[ Metal Working TOP ]
[ Hirata HOME ]
[ Power and Energy Engineering Division ]
[ NMRI HOME ]
|