| Chapter 5. Weldings and Soldering
TIG Welding
 Outline of TIG Welding
Outline of TIG Welding
The TIG welding (tungsten inert gas welding)
TIG溶接は,熱に強いタングステン電極(T)を持ち,その周囲に不活性ガス(イナートガス,I)を流して溶接する方法である。溶接箇所に酸素(空気)がなく,材料が酸化されないため,ステンレス鋼やアルミニウム合金の溶接ができるのが最大の特徴である。なお,不活性ガスにはアルゴンを使用することが多いため,アルゴン溶接とも呼ばれる。
 直流と交流
直流と交流
TIG溶接は,アーク溶接と同様,直流と交流がある。ステンレス鋼や鉄系材料を溶接する場合は直流,アルミニウム合金を溶接する場合は交流とする。 |
|
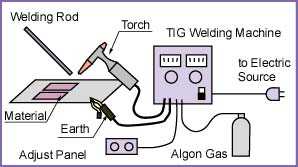
Fig.1, TIG Welding System
|
Equipments for TIG Welding
Follows are the equipments for the TIG welding.

Fig.2, TIG Welding Machine
| TIG溶接をするためには専用の溶接機が必要である。 |
|

Fig.3, Torch for TIG Welding
| TIG溶接用のトーチである。アーク溶接のように溶接棒が短くならす,一定の高さで溶接できるので扱いやすい。 |
|

Fig.4, The Point of the Torch
| 中央がタングステン電極,その周囲に不活性ガス(アルゴン)用のカバーが付いている。 |
|

Fig.5, Operating Panel
| 写真はTIG溶接機の操作パネルである。多くの機能があり,設定次第で高度な溶接が可能である(筆者は全く使いこなしていない)。 |
|

Fig.6, 手元におく操作パネル
| 手元で電流を調整できる。しかし,適切な電流は実際に溶接をしてみないとわからない。 |
|

Fig.7, Shading Mask for TIG Welding
| TIG溶接の際に発生する光はかなり強い。TIG溶接に対応した遮光面が必要である。 |
|
Examples of TIG Welding
TIG溶接を利用してステンレス鋼を溶接した例を紹介する。なお,アルミニウム合金の溶接を試みたこともあるが,一度も成功したことはない。
Heater of a Stirling Engine
50W級スターリングエンジンMini-Ecoboyのヒータを製作する際,旋盤で製作した2つの部品(SUS304)を溶接した。円周箇所の溶接であったため,トーチを一定位置に固定して,ヒータが一定位置で回転できるようなジグに取り付けた。溶接後,約1 MPaの圧力でエンジンを運転したが,溶接部に問題はなく,適切に機能している。

(1) ヒータとトーチの固定ジグ
|

(2) TIG Welding
|

(3) 完成したヒータ
|

(4) エンジンへの組み付け
|
Fig.8, Heater of a Stirling Engine with TIG Welding
Cooler of a Stirling Engine
|
全く同じ方法で,同エンジンのクーラを製作した。溶接することで,クーラを2重構造とし,その内部を冷却水が流れる。
|

Fig.9, Cooler of a Stirling Engine with TIG Welding
|
[ Metal Working TOP ]
[ Hirata HOME ]
[ Power and Energy Engineering Division ]
[ NMRI HOME ]
|










