N001 XC=22.5
N002 YC=43.5
N003 ZC=350
N004 RR=96
N005 RM=8
N006 ZS=-13.5
N007 ZF=-16.5
N012 M41S800
N013 G00 X XC Y YC Z ZC
N014 M03
N015 M08
N020 G00 X XC-RR
N021 G00 Z ZS+5
N023 ZP=ZS
N024 G01 Z ZP F150
N025 G17
N026 G02 X XC+RR Y YC R RR
N027 G02 X XC-RR Y YC R RR
N028 ZP=ZP-0.1
N029 IF [ZP LE ZF] N050
N030 GOTO N024
N050 G01 Z ZF
N051 G17
N052 G02 X XC+RR Y YC R RR
N053 G02 X XC-RR Y YC R RR
N054 G01 Z ZS
N055 G00 X XC Y YC
N056 G00 Z ZC
N057 M09
N058 M05
N090 M02 |
N001〜N007:切削寸法を指定しています。(ただし,N005のRM(エンドミル直径)は未使用。)
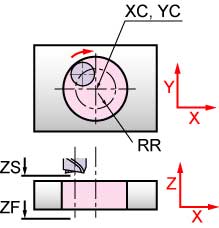 |
XC:円弧中心のX座標
YC:円弧中心のY座標
ZC:Z軸の逃がし高さ
RR:円弧の半径(エンドミル中心)
【注意①】円弧半径RRはエンドミルの中心軌跡となります。
【注意②】ZCは,X軸方向Y軸方向に移動する際に材料やバイスに干渉しない十分な高さに設定します。 |
|
N012〜N021:ギヤ設定,主軸回転,切削油,初期位置へ移動。
N023:Z軸方向の変数の初期値です。
N024〜N030:円弧切削加工をしています。N024のFの値で送り速度を設定し,N028の数値で切り込み量を設定しています。
N050〜N053:最終寸法(Z軸)で円弧切削加工をしています。
N054〜N090:終了の処理をしています。 |