N001 TL=3
N002 ZS=400
N003 XP=0
N004 YP=0
N005 YF=250
N006 ZA=38
N007 TA=4
N008 SA=600
N009 ZB=107.2
N010 TB=20
N011 SB=500
N012 ZC=117.7
N013 TC=20
N014 SC=450
N015 ZF=318
N016 TF=25
N017 SF=330 |
N001:工具数(使用するドリルの本数,センタードリルを含む)
N002〜N017:切削寸法,切削条件を指定しています。
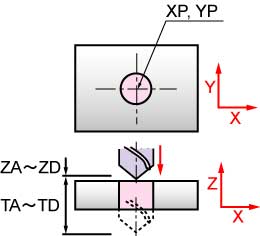 |
ZS:Z軸の逃がし高さ
XP,YP:穴あけ中心位置のXY座標
YF:工具交換時のY座標(逃がし)
ZA〜ZD:それぞれのドリルの穴あけ開始高さ
TA〜TD:それぞれのドリル穴深さ(穴あけ終了位置)
SA〜SD:それぞれのドリルの回転数 |
|
N020〜N031:1本目(センタードリル)の穴あけ
N040〜N052:2本目の穴あけ
N060〜N072:3本目の穴あけ
N080〜N091:4本目の穴あけ
N095〜N099:終了の処理をしています。 |
N020 M41 S SA
N021 M03
N022 M08
N023 G00 X XP Y YP
N024 G00 Z ZA+5
N025 G01 Z ZA F300
N026 G01 Z ZA-TA F90
N027 G00 Z ZS
N028 G00 Y YF
N029 M09
N030 M05
N031 IF [TL EQ 1] N095 |
N040 M41 S SB
N041 T02
N042 M06
N043 M03
N044 M08
N045 G00 Y YP
N046 G00 Z ZS
N047 G83 Z ZB-TB R TB+5 I3 P2 F80
N048 G00 Z ZS
N049 G00 Y YF
N050 M09
N051 M05
N052 IF [TL EQ 2] N095 |
N060 M41 S SC
N061 T03
N062 M06
N063 M03
N064 M08
N065 G00 Y YP
N066 G00 Z ZS
N067 G83 Z ZC-TC R TC+5 I2 P2 F50
N068 G00 Z ZS
N069 G00 Y YF
N070 M09
N071 M05
N072 IF [TL EQ 3] N095 |

工具交換
【補足】
工具を交換する際,ツーリングはかなり下に下がった状態で回転します。長いドリルをつけている場合など,バイスや材料にぶつからないように注意します。
衝突を防止するため,テーブルをY軸方向に移動するようにプログラムを作成しています(YFの設定)。 |
|
|
N080 M41 S SF
N081 T04
N082 M06
N083 M03
N084 M08
N085 G00 Y YP
N086 G00 Z ZS
N087 G83 Z ZF-TF R TF+5 I1.5 P2 F12
N088 G00 Z ZS
N089 G00 Y YF
N090 M09
N091 M05 |
N095 M41 S SA
N096 T01
N097 M06
N099 M02 |

穴あけ加工中の部品 |

