N001 XS=51
N002 ZS=34.5
N003 ZT=34
N004 XF=10
N005 ZF=19
N006 CC=1
N007 G00 X190 Z250
N008 T0303
N009 M42S600
N010 G00 X XS+10 Z ZS+5
N011 M03
N012 M08
N020 ZP=ZS
N021 G01 Z ZP F0.2
N022 G01 X X-1
N023 G01 Z ZP+1
N024 G00 X XS+10
N025 ZP=ZP-0.25
N026 IF [ZP LE ZT+0.2] N028
N027 GOTO N021
N028 S650
N029 G01 Z ZT+0.1
N030 G01 X-1 F0.2
N031 G01 Z ZT+0.5
N032 G00 X XS+10
N033 S700
N034 G01 Z ZT
N035 G01 X X-1 F0.5
N036 G01 Z ZT+0.5
N037 G00 X XS+10
N038 S600
N040 XP=XS
N041 X XP F0.3
N042 G01 Z ZF+0.1
N043 G01 X XP+2
N044 G00 Z ZT+1
N045 XP=XP-0.4
N046 IF [XP LE XF+0.2] N048
N047 GOTO N041
N048 S700
N049 G01 X XF+0.1
N050 G01 Z ZF+0.1 F0.2
N051 G01 X XS+1
N052 G01 Z ZF
N053 G01 X XF+0.1 F0.05
N054 G01 X XF+1 Z ZF+0.5
N055 G00 Z ZT+1
N056 S800
N057 G01 X XF+0.05
N058 G01 Z ZF F0.05
N059 G01 X XF+1 Z ZF+0.5
N060 G00 Z ZT+1
N061 S700
N070 IF [CC NE 1] N080
N071 G01 Z ZT F0.5
N072 G01 X XF-1
N073 G01 X XF+2 Z ZT-1 F0.2
N074 G01 Z ZT
N075 G01 X XF-2
N076 G01 X XF+2 Z ZT-2 F0.05
N080 S800
N081 G01 Z ZT
N082 G01 X XF
N083 G01 Z ZF
N084 G01 X XF+2
N085 G00 X XF+10 Z ZT+5
N086 S600
N090 M09
N091 M05
N092 G00 X190 Z 250
N093 M02 |
N001〜N005:切削寸法を指定しています。
N006:C面取(C=1)の有無を設定します。
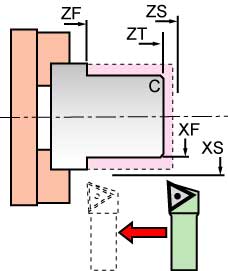 |
XS:X軸の開始位置(材料直径より大きく設定)
ZS:Z軸の開始位置(材料長さより大きく設定)
ZT:Z軸端面の仕上げ寸法
XF:X軸の仕上げ位置
ZF:Z軸の仕上げ位置
CC:面取りの有無(CC=1でC1,それ以外では面取りをしない。) |
N007〜N012:工具設定,ギヤ設定,主軸回転,切削油
N020〜N027:端面の荒加工をしています。
N028〜N037:端面の中加工,仕上げ加工をしています。
N038〜N047:外面の荒加工をしています。
N048〜N060:外面部の中加工,仕上げ加工をしています。
N061〜N076:C面取りの加工をしています。
N080〜N085:最終仕上げをしています。
N086〜N093:終了の処理をしています。
|

本プログラムで加工した部品 |
|
