N002 ZS=350
N003 ZA=99.5
N004 TA=20
N005 SA=500
N006 XC=27
N007 YC=0
N010 HN=6
N011 RR=90 |
N002〜N011:切削寸法を指定しています。
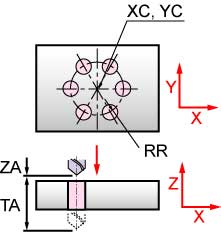 |
ZS:Z軸の逃がし高さ
ZA:ドリルの穴あけ開始高さ
TA:ドリル穴深さ(穴あけ終了位置)
SA:ドリルの回転数
XC,YC:中心位置のXY座標
HN:穴数(未使用)
RR:PCD半径
|
N012:カウント数の初期値
N020〜N025:ギヤ設定,主軸回転,切削油,初期位置へ移動。
N030〜N047:穴あけ位置の計算
N070〜N075:穴あけ加工(サブルーチン)
N080〜N099:終了の処理をしています。 |
N012 CT=1
N020 M41 S SA
N021 M03
N022 M08
N023 G00 Z ZS
N024 G00 X XC Y YC
N025 G00 Z ZA+5 |
N030 XP=XC+RR*1
N031 YP=YC+RR*0
N032 IF [CT EQ 1] N070
N033 XP=XC+RR/2
N034 YP=YC+RR*1.732/2
N035 IF [CT EQ 2] N070
N036 XP=XC+RR/2
N037 YP=YC-RR*1.732/2
N038 IF [CT EQ 3] N070
N039 XP=XC-RR*1
N040 YP=YC+RR*0
N041 IF [CT EQ 4] N070
N042 XP=XC-RR/2
N043 YP=YC-RR*1.732/2
N044 IF [CT EQ 5] N070
N045 XP=XC-RR/2
N046 YP=YC+RR*1.732/2
N047 IF [CT EQ 6] N070 |
N070 G00 X XP Y YP
N071 G83 Z ZA-TA R ZA+5 I3 P2 F50
N072 G00 Z ZA+5
N074 CT=CT+1
N075 IF [CT NE HN+1] N030 |
N080 G00 X XC Y YC
N081 G00 Z ZS
N082 M09
N083 M05
N099 M02 |

穴あけ加工をした部品 |
