N001 XS=170
N002 ZS=-6
N004 XF=145
N005 ZF=-13.5
N007 G00 X190 Z250
N008 T0303
N009 M42S250
N010 G00 X XS+2 Z ZS+2
N011 M03
N012 M08
N020 XP=XS
N034 G01 X XP F0.2
N036 G01 Z ZF
N037 G00 X XP+1
N038 G00 Z ZS
N039 XP=XP-0.5
N040 IF [XP LE XF+0.1] N048
N041 GOTO N034
N048 S300
N049 G01 X XF+0.05
N050 G01 Z ZF F0.1
N051 G00 X XF+1
N052 G00 Z ZS
N056 S350
N057 G01 X XF
N058 G01 Z ZF F0.03
N059 G00 X XF+1
N060 G00 Z ZS
N061 S250
N090 M09
N091 M05
N092 G00 X190 Z 250
N093 M02 |
N001〜N005:切削寸法を指定しています。
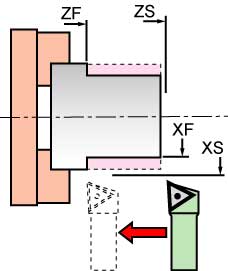 |
XS:X軸の開始位置(材料直径より大きく設定)
ZS:Z軸の開始位置(材料長さより大きく設定)
XF:X軸の仕上げ位置
ZF:Z軸の終了位置 |
N007〜N012:工具設定,ギヤ設定,主軸回転,切削油
N020:X軸方向の変数の初期値です。
N034〜N041:荒加工をしています。N034のFの値で送り速度を設定し,N039の数値で切り込み量(直径)を設定しています。
N048〜N060:2段階に分けて,中加工,仕上げ加工をしています。
N061〜N093:終了の処理をしています。 |