N001 XS=50
N002 ZS=1
N004 XF=60
N005 ZF=-5
N007 G00 X190 Z250
N008 T0606
N009 M42S400
N010 G00 X XS Z ZS+80
N011 G00 Z ZS
N012 M03
N013 M08
N020 ZP=ZS
N021 G01 Z ZP F0.2
N022 G01 X XF-0.2
N023 G01 Z ZP+1
N024 G00 X XS
N025 ZP=ZP-0.2
N026 IF [ZP LE ZP+0.1] N028
N027 GOTO N021
N028 S450
N029 G01 Z ZF
N030 G01 X XF-0.2 F0.1
N031 G01 Z ZS
N032 S250
N033 G00 X XF
N034 G01 Z ZF F0.05
N035 G01 X XF-0.5 Z ZF+0.5 F0.3
N037 G00 Z ZS+80
N086 S400
N090 M09
N091 M05
N092 G00 X190 Z 250
N093 M02 |
N001〜N005:切削寸法を指定しています(下図)。
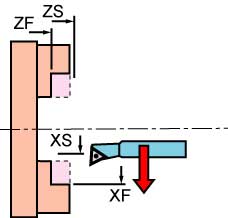 |
XS:X軸の開始位置(爪に当たらないように設定)
ZS:Z軸の開始位置(爪に当たらないように設定)
XF:X軸の仕上げ位置
ZF:Z軸の仕上げ位置
|
N007〜N013:工具設定,ギヤ設定,主軸回転,切削油
N020:Z軸方向の変数の初期値です。
N021〜N027:Z軸に切り込みを入れながら,X軸方向に削ります(内側から外側側に)。N021のFの値で送り速度を設定し,N025の数値で切り込み量を設定しています。
N028〜N031:奥の端面を仕上げます。
N032〜N034:内面部分を仕上げます。
N035〜N037:バイトを逃がします。
N086〜N093:終了の処理をしています。 |
