講義ノート:もの作りのための機械設計工学
第4章 ねじを使う設計技術
4.4 実際の設計
機械設計においてねじを使用する場合,上述の強度の他,ねじの配置や適切なねじ部品の選定などに気をつけなければならない。以下,ねじを使った機械を設計する際の注意事項を紹介する。
 4.4.1 組立を考えたねじの配置
4.4.1 組立を考えたねじの配置
機械設計において,組立性を考えてねじの配置を決めなければならない。ねじの締め付けの際にドライバやスパナなどの工具が使いやすい位置にねじを配置するように心がける(図4.36)。また,図4.37のように糸巻き形のフランジなどでは,フランジの間隔が近いとねじを入れられなくなったり,入れにくくなったりするので気をつける。
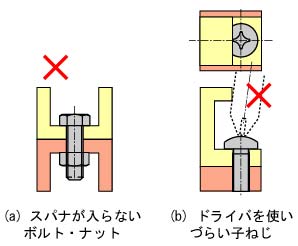
図4.36 組立を考えたねじの配置
|
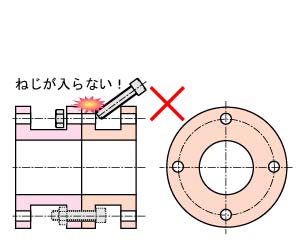
図4.37 組み立てられないフランジ
|
4.4.2 ねじ頭部の干渉
|
図4.38に示すように,アングル材を使って2枚の板材をつなげる場合,ねじの配置によってはねじの頭部がぶつかることがある。そのような場合,ねじの位置をずらすなどの工夫が必要である。
|
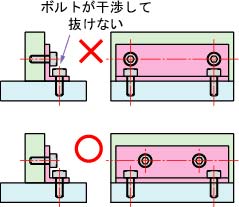
図4.38 ねじ頭部の干渉
|
4.4.3 通しボルトとねじ込みボルト
|
ボルトを使って部品を固定する場合,図4.39(a)に示すようにボルトとナットで固定する方法(通しボルト)と図4.39(b)に示すように一方の材料にめねじを切って固定する方法(ねじ込みボルト)の2通りがある。通しボルトは,ねじを切る手間が省けるので実際の製作が容易である。一方,ねじ込みボルトは,ナットを押さえる必要がなく一つの工具だけで締め付けができるので,組立性に優れている。製作性と組立性のバランスを考えて,どちらの方法を採用するかを考えるとよい。
|
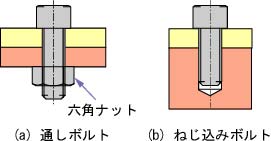
図4.39 通しボルトとねじ込みボルト
|
4.4.4 ねじとバカ穴
|
ねじ込みボルトで部品を固定する場合,一方の部品にはめねじを切るが,もう一方の部品にはおねじの外径(ねじの呼び)よりも大きい穴(通称:バカ穴)をあける(図4.40)。バカ穴が小さすぎると,わずかでも加工精度が低いとでねじが入らなくなる。逆に,バカ穴が大きすぎると材料の「がた」が大きくなり,ねじが正しく機能しなくなる。すなわち,適切な大きさのバカ穴をあけなければならない。大まかな目安として,バカ穴は,ねじの呼びより10 %程度大きくするとよい。例えばM3の場合は直径3.2 mmまたは3.5 mm,M4の場合は直径4.2 mmまたは4.5 mm,M5の場合は直径5.5 mm程度である。
|
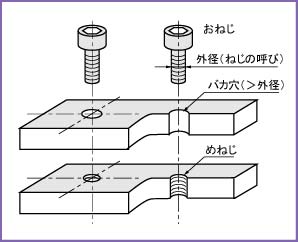
図4.40 ねじとバカ穴
|
4.4.5 部品の固定とねじの本数
|
通常,1本のねじだけで部品を固定することは避けなければならない。わずかな荷重によって部品が動いてしまい,ねじが緩んでしまうためである(図4.41)。
|
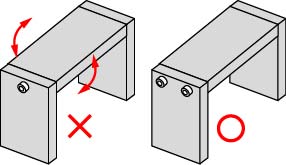
図4.41 部品の固定とねじの本数
|
4.4.6 フランジのシールとねじの本数
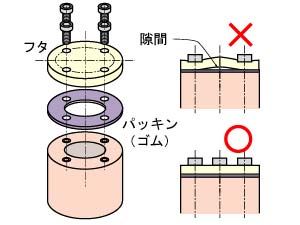
図4.42(a)に示すように,容器のフタをボルトで止める場合,通常,容器とフタの間にパッキンと呼ばれるゴム板を取り付けることがある。パッキンのシール性を十分に確保するためには,フタの全面を均一な力で押さえなければならない。そのためには,ボルトの本数を増やし,ボルトを均一な力で締め付ける必要がある。図4.42(b)に示す魚ロボットの胴体では,アクリル製のケースにシリコンゴム製のパッキンをはさみ,アクリル製のフタをしている。アクリルは金属材料と比べて柔らかいので,ある程度以上の数のねじを使用しないと水密が保たれない。
(a) フランジのシール
|

(b) 魚ロボット胴体のシール
|
図4.42 フランジのシールとねじの本数
4.4.7 止めねじ
|
図4.24に示した止めねじを用いて丸状の部品を固定する場合,止めねじの押さえが弱く,しっかりと部品を固定できないことがある。そのような場合,図4.43に示すようにねじが当たる面を平面にするとよい。ねじが緩みにくくなり,さらに取り付け・取り外しが簡単になる(第5章参照)。
|
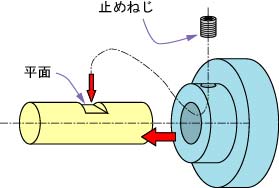
図4.43 止めねじによる固定方法
|
4.4.8 ねじ部を垂直に組み立てる方法
|
タップやダイスにより加工するねじは必ず曲がってしまい,完全にまっすぐなねじを切ることは不可能であると言ってよい。ねじを使って高精度な機械部品の固定・組立を行いたい場合,図4.44に示すように,ねじ部に垂直を求めるのではなく,部品の「面」を利用するとよい。
|
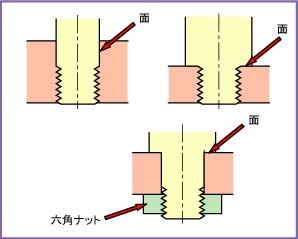
図4.44 ねじ部を垂直に組み立てる方法
|
4.4.9 緩み止め
ねじの締め付け力を保持し,緩みにくくするためのいくつかの方法を紹介する。
(1) 二重ナット
|
図4.45に示すように,2つのナットを互いに締め合うことでねじは緩みにくくなる。このような方法を二重ナットあるいはロックナット,ダブルナットなどと呼んでいる。
|
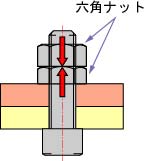
図4.45 二重ナット
|
(2) 座金
|
図4.27に示したばね座金(スプリングワッシャ)を使用するとねじが緩みにくくなる(図4.46(a))。また,アルミニウム合金などの比較的弱い材料を用いる場合,繰り返し荷重が加わると材料自身が塑性変形し,ねじが緩んでしまうことがある。そのような場合は図4.26の平座金を使うことで,材料にかかる部分的な圧力を低減でき,塑性加工を防ぐことができる(図4.46(b))。
|
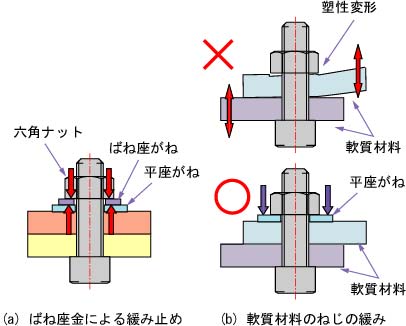
図4.46 座金による緩み止め
|
(3) 機械的固定
ボルトにピンを通したり,あるいは特殊な座金を利用することで,ねじを緩みにくくすることができる。また,図4.47に示すような緩み止め効果を高めたねじ部品が,多くのねじメーカから販売されている。
図4.47 機械的固定
(4) ねじロック材
|
ねじを緩みにくくする方法の一つとして,図4.48のようなねじロック材と呼ばれる接着剤を使用することもある。
|

図4.48 ねじロック材
(日本ロックタイトHPより)
|
| 




{kind=link}
{kind=link}
{kind=link}