突切りバイトを使った溝加工
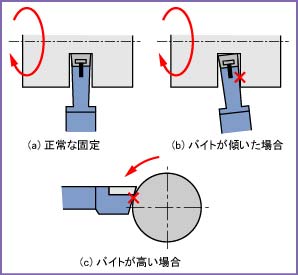
突切りバイトの側面は,わずかに根本の方が細くなっているが,かなり平行に近い。バイトを傾けて固定するとバイトの側面が材料に当たってしまう。少しでも切れ味が悪いと感じたら,バイトの角度を入念に見直すとよい。 また,バイト先端の高さを材料の中心に合わせるのは基本であるが,突切りバイトの場合,その高さがわずかでも高いと,刃先が材料に当たらず削れなくなる。無理に削ろうとするとバイトを破損することもある。右片刃バイトと同様,わずかに低めに固定するのがコツである。
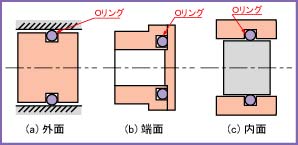
図3(b)のように,端面にOリング溝を作る場合,突切りバイトに似た形状のバイトを使用する。刃先を側面に当てて,ゆっくりと横方向(左)に送っていく。Oリング溝の直径が小さい場合,刃先以外が部品に当たらないようにバイトの側面を直径に合わせて削っておく必要がある。溝の寸法を高い精度で削るのが難しいので,できるだけ図3(a)のように外面にOリングを装着するのが望ましい。
 突切りバイトを使う
Oリング溝
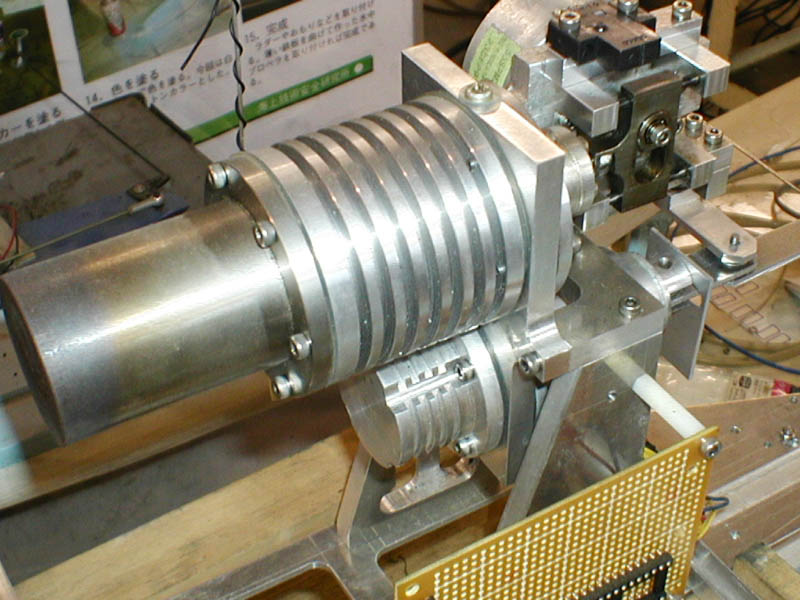
スターリングエンジンのフィン
突切りバイトを使う
Oリング溝
スターリングエンジンのフィン
突切りバイトを使う
Oリング溝
スターリングエンジンのフィン
突切りバイトを使う
Oリング溝
スターリングエンジンのフィン
 突切りバイトの固定
突切りバイトの固定