回転速度
回転速度
旋盤のチャックの回転数(rpm)で表す。回転数が高いほど,加工速度が速くなり,一般に加工面がきれいに仕上がる。しかし,少しの操作ミスが重大な事故につながる可能性があるので,最初は遅い回転数で加工するとよい。
切り込み量
削る際のバイトの切り込み深さである(図4参照)。切り込み量が大きいほど,加工速度が速くなるが,材料表面の温度が上がりやすく加工面は荒くなりがちである。また,バイトの寿命も短くなる。どの程度の切り込み量が適当であるのか分からない場合は,切り子魅了を小さくするとよい。
送り
図4に示すようにバイトを進めていく速度を「送り」という。送りが速いほど,加工速度が速くなるが,加工面は荒くなる。送りが遅いときれいな加工面に仕上がる。「送り」には,ハンドルを回して操作する「手動送り」と,レバーの操作で自動的にバイトを進める「自動送り」とがある。旋盤の操作に慣れるまでは,手動送りとするとよい。自動送りの場合,バイトを回転しているチャックにぶつけるなど,重大な事故を引き起こす可能性があるからである。
|
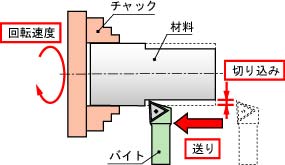
図4 3つの重要な要素
旋盤加工に慣れていない場合や適当な条件がわからない場合は,遅い回転速度で,小さい切り込み量で,遅い送りで加工するのが基本である。
|
|
 旋盤を使う
旋盤を使う