旋盤を使ったねじ切り加工
(1) ねじ切りは普通の自動送りとは違って,全く同じ位置で送りを繰り返さなければならない。図2は送りの位置を決めるためのダイヤルであり,一般にこの目盛を合わせることで「同じ位置」の送りができる。旋盤によって操作方法が異なるので,取扱説明書を読んで操作方法を確認する。
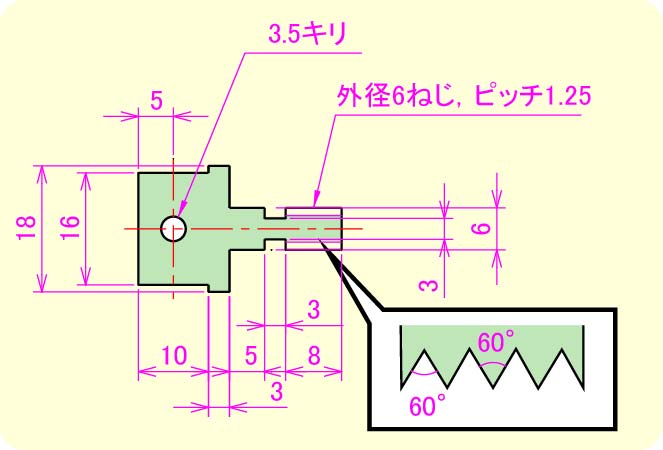
* 後から調べてわかったことであるが,カメラ固定用のねじは,1/4-20UNCのユニファイねじ(おねじ外径6.35 mm,ピッチ1.27 mm)である。そのダイスを手に入れれば簡単にねじ切りができる。
 ねじ切りバイトでねじを切る
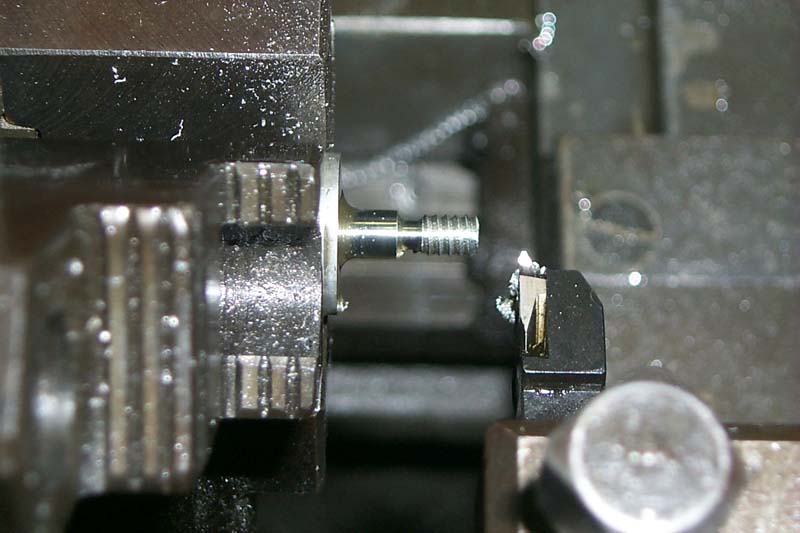
ビデオカメラを固定する雄ねじを作る
ねじ切りバイトでねじを切る
ビデオカメラを固定する雄ねじを作る
ねじ切りバイトでねじを切る
ビデオカメラを固定する雄ねじを作る
ねじ切りバイトでねじを切る
ビデオカメラを固定する雄ねじを作る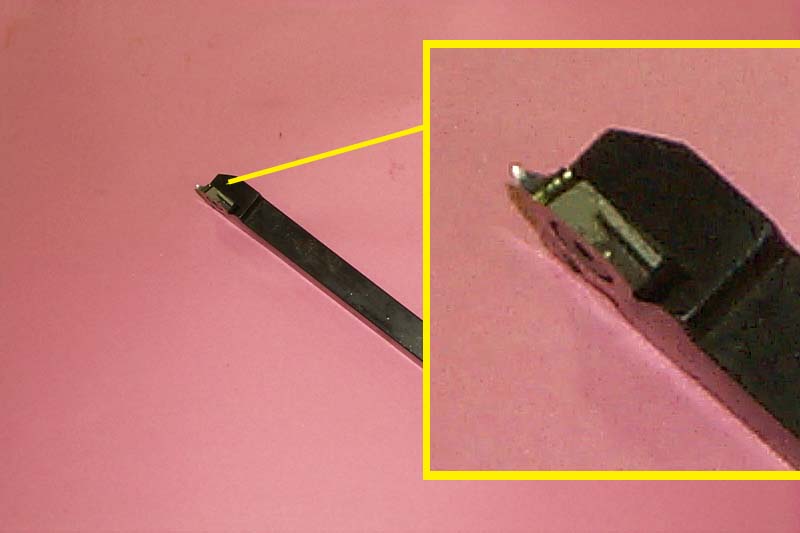
 旋盤でねじを切るときの注意事項
旋盤でねじを切るときの注意事項