|
第3章 旋盤を使った加工
ジグを使った旋盤加工
 ジグの必要性
ジグの必要性
ジグとは「加工を補助するための道具」であり,機械加工には欠かすことができないものである。部品の形状が複雑な場合や通常の旋盤加工では製作が難しい場合など,製作者自身がジグを作るのが普通である。図1に示すように,旋盤加工においては,薄い板材を丸く削る場合,チャックがしにくい部品を製作する場合,同じ形状の多くの部品を製作する場合などに使用するとよい。
以下,いくつかのジグを使った加工例を紹介する。
|
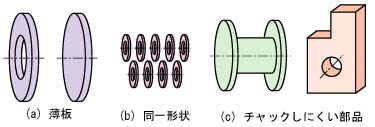
図1 こんなときにジグが便利
|
薄い板材を加工する
|
厚さ2 mmのアルミニウム合金板(A2017)を直径28 mmに仕上げたい。中央には直径6 mmの穴があいている。そのような場合,通常の旋盤加工では材料をチャックすることができない。そこで,図2に示すような簡単なジグを使用した。
|

(1) ジグ
|
外径を6 mm(長さ3.5 mm)として,先端にM4の雄ねじを切った。
|
|

(2) 板材の準備
|
厚さ2 mmのアルミニウム板に穴をあけ,外形を足踏み切断機で切断した。
|
|

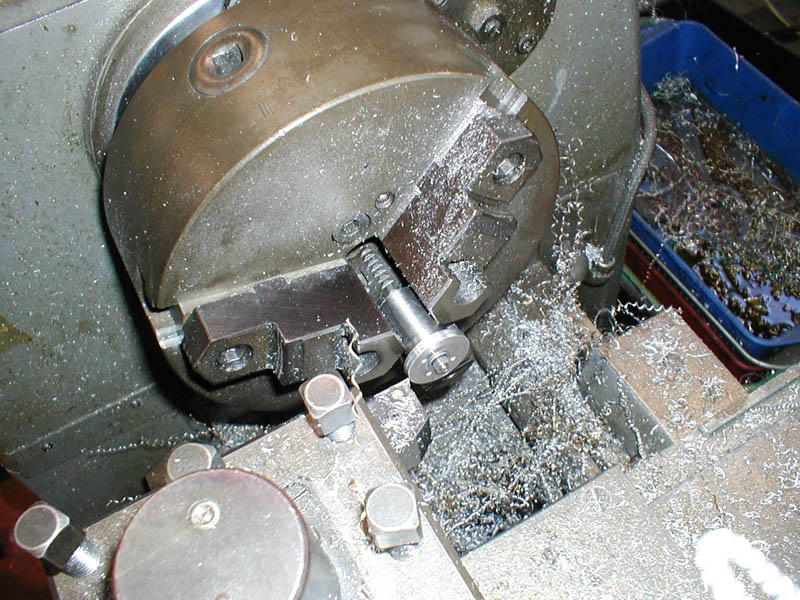
(3) 旋盤への固定
|
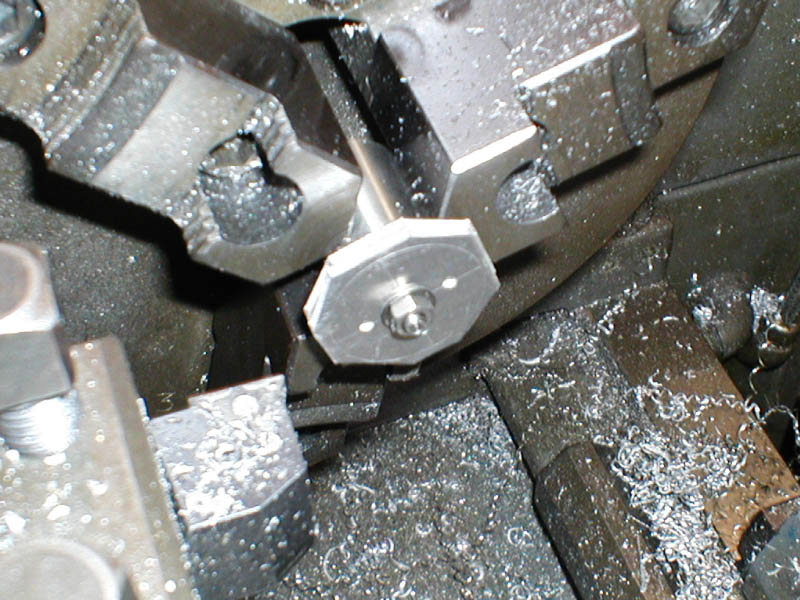
板材をジグに固定し,ジグを旋盤にチャックしている。
|
|

(4) 外面削り
|
少しづつ外面を削っていく。切り込みが大きいと板材が滑ってしまう。
|
|

(5) 完成した板材
|
ジグを使えば,簡単に所定の寸法に仕上げることができる。
|
|
図2 ジグを使った薄板の加工
板材の中ぐり加工
板材に軸受を取り付けるため,直径19 mmの穴(プラス公差)を正確に仕上げたい。そのような場合,通常の三爪チャックでは材料を固定できない。また,ドリルを使うこともできるが,正確な穴径には仕上がらない。そのような場合,図3(a)に示すような,円柱に4つのM3雌ねじを切っただけの簡単なジグを使用するとよい。板材にねじを入れる穴をあけておき,ジグに固定する。そしてジグを旋盤に固定して,中ぐり加工をすればよい。

(a) ジグ
|

(b) 完成した部品
|
図3 板材の中ぐり加工
[ Metal Working TOP ]
[ Hirata HOME ]
[ Power and Energy Engineering Division ]
[ NMRI HOME ]
|