|
第5章 溶接とロウ付け
アーク溶接
 アーク溶接の概要
アーク溶接の概要
|
アーク溶接は,金属材料(母材)と溶接棒との間にアークを発生させる溶接法であり,鉄系材料の溶接に最もよく利用されている溶接法である。図1のような溶接棒を取り付けた保持器(手溶接トーチ)を使用し,母材と溶接棒の両方を溶かしながら溶接を行う。アーク溶接は溶接速度がとても速く,適切なアーク溶接が行われれば溶接部の強度はかなり高い。しかし,溶接時に発生する光が強く,溶接箇所が見にくいため,初心者は溶接不良などの失敗をしやすい(もちろん,慣れの問題である)。溶接全般に言えることであるが,アーク溶接は,旋盤やフライス盤などの切削加工と比べて,同一の条件で加工することが少ないため,加工者の技術を必要とする。
|

図1 溶接棒と保持器(手溶接トーチ)
|
アーク溶接の手順と実際
|
図2に示すように,アーク溶接機に電源ケーブル,トーチ側ケーブル及び母材側ケーブルを接続する。溶接機のスイッチを入れて,トーチ先端に取り付けた溶接棒を母材に軽く接触させてアークを発生させる。アーク溶接の基本操作は以下の通りである。
|
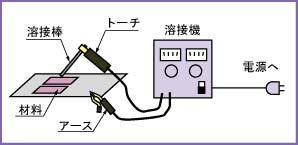
図2 アーク溶接
|
 溶接棒の角度
溶接棒の角度
アーク溶接では,溶接棒の角度が重要である。最も基本的な溶接作業として,2枚の鉄板(母材)を横方向の直線状に溶接する場合を考える。図3(a)に示すように,左から右の方向(右利きの場合)に,溶接棒を45°程度寝かしながら溶接する。そして,2枚の鉄板に対して同一の角度(90°)に保つのが基本である。
図3(b)のように溶接棒を傾けた場合,傾けた側と反対の材料が溶けやすくなる。これを利用して,両方の材料が均一に溶けることを確認しながら溶接を進める。
|
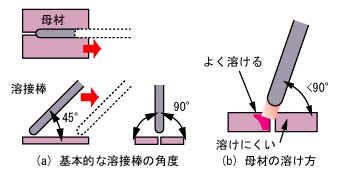
図3 溶接棒の角度
|
|
溶接棒と母材との距離
溶接中,溶接棒先端と母材との間隔を一定に保たなければならない。目安として,その距離は3~5mm程度である。間隔が近づきすぎて溶接棒と母材とが接触すると,アークが発生しなくなり,場合によっては溶接棒と母材とがくっついてしまう。また,間隔が離れすぎるとアークが分散され,適切な溶接ができない。溶接棒は溶接を進めるに従って短くなるので,溶接棒と母材との間隔を適切に保つように注意する。
|
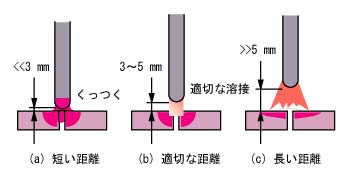
図4 溶接棒と母材との間隔
|
|
溶接棒の移動
一般に,溶接棒をまっすぐに動かせばよいわけではない。2つの母材がしっかりと溶けていることを確認しながら,その間に溶接棒を埋めていく。イメージとして,①溶接棒を傾けて片側の材料を溶かす,②もう一方の材料を溶かす,③溶接棒を押し込む,といったリズムを繰り返すこととなる。
|
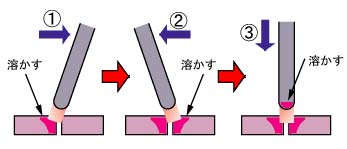
図5 アーク溶接のイメージ
|
電流の調整
アーク溶接は電流の調整が重要である。電流が弱いと母材がしっかりと溶けず,適切な溶接ができない。また,アークが発生しづらく,溶接棒と母材とがくっつきやすい。電流が強いと母材が溶けすぎて穴があいてしまうことがある。
アーク溶接による製作例
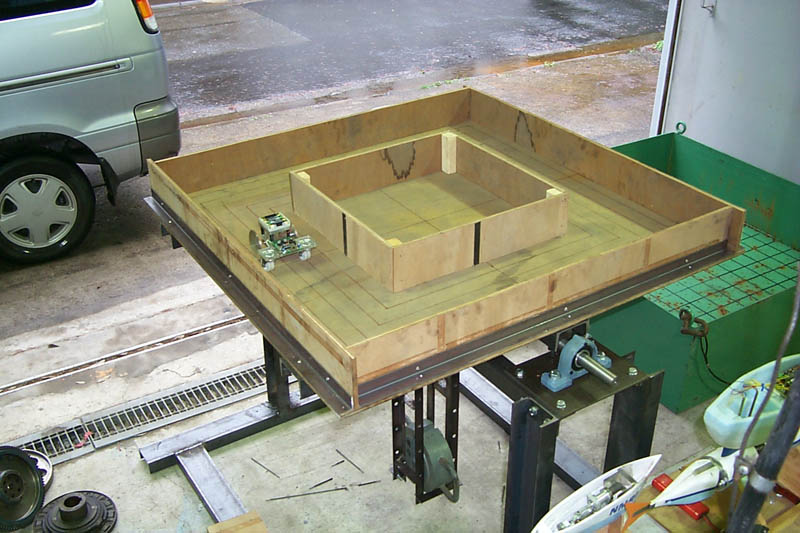
アングル材を組み合わせて装置を製作する場合,穴をあけてボルト・ナットで組み立てることもできる。しかし,アーク溶接を利用すれば,もっと簡単かつ迅速に装置を製作することができる。図6は,その一例として,模型車いす用動揺台を製作した例である。

(a) アングル材の切り出し作業
|
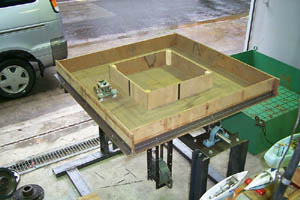
(b) 完成した模型車いす用動揺台
|
図6 模型車いす用動揺台
[ Metal Working TOP ]
[ Hirata HOME ]
[ Power and Energy Engineering Division ]
[ NMRI HOME ]
|