|
第5章 溶接とロウ付け
ロウ付け  ロウ付けの準備
ロウ付けの準備
ロウ付けの手順
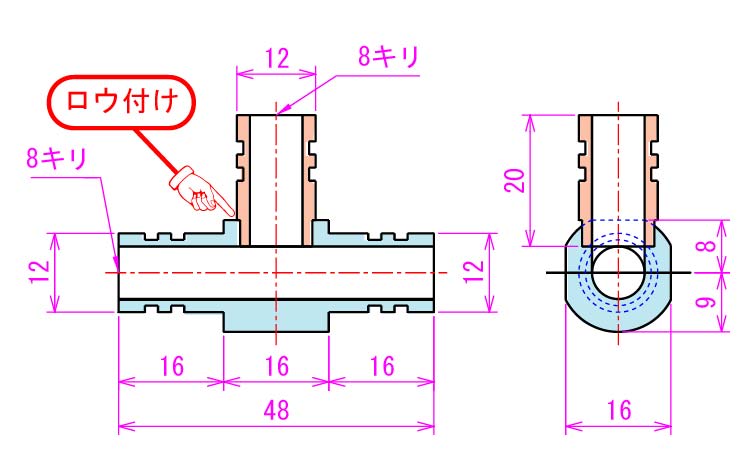
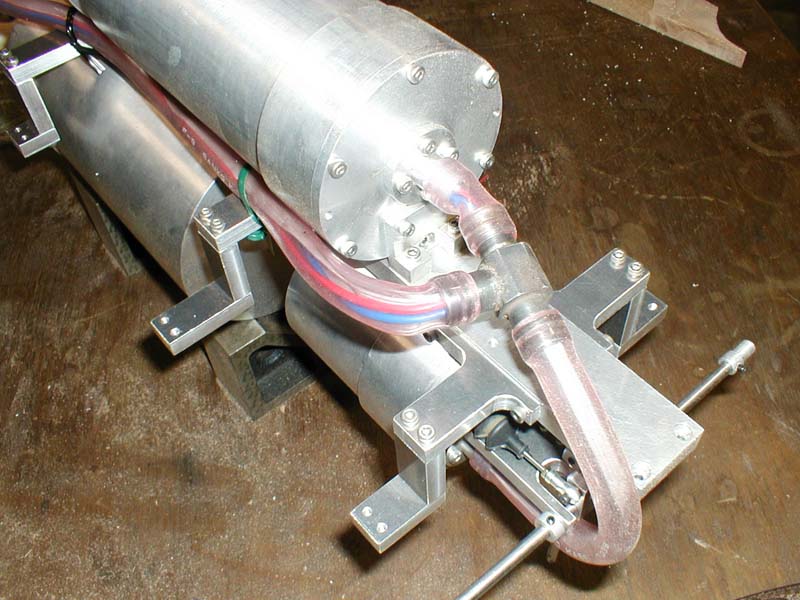
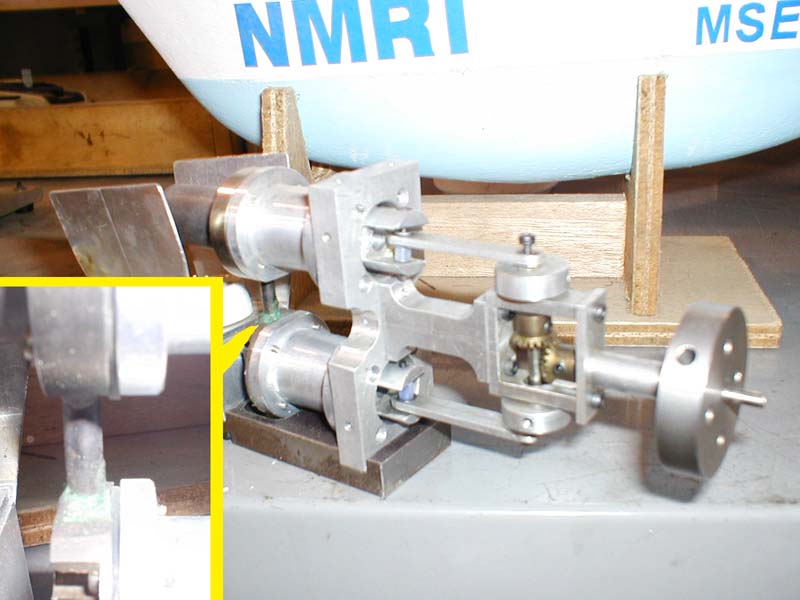
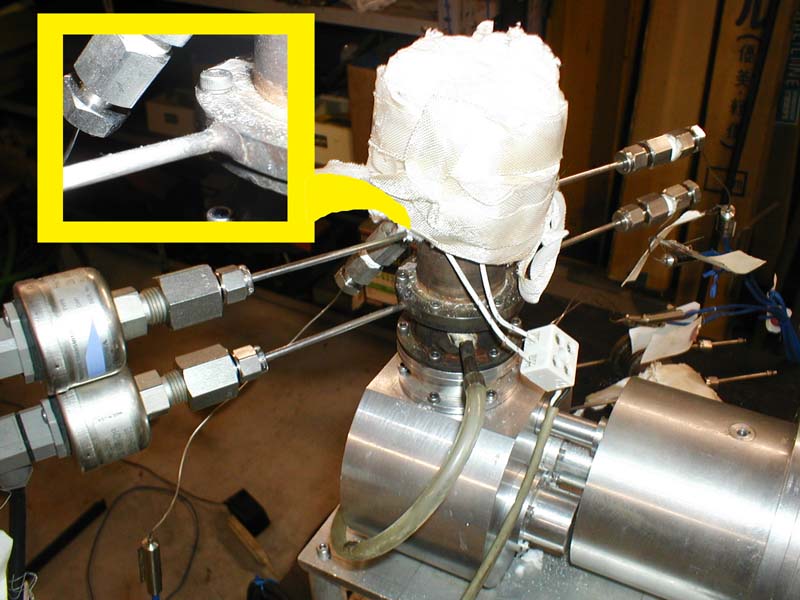
ロウ付け加工の例ロウ付けができると機械加工の範囲が広がる。ロウ付けは,比較的簡単に気体や液体の漏れを止めることができるので,配管部品に利用しやすい。以下,いくつかの使用例を紹介する。
| ||||||||||||||||||||||||||
| Contact khirata@nmri.go.jp |
|
第5章 溶接とロウ付け
ロウ付け
ロウ付けの準備
ロウ付けの手順
ロウ付け加工の例ロウ付けができると機械加工の範囲が広がる。ロウ付けは,比較的簡単に気体や液体の漏れを止めることができるので,配管部品に利用しやすい。以下,いくつかの使用例を紹介する。
| ||||||||||||||||||||||||||
| Contact khirata@nmri.go.jp |

 ロウ付けを「しやすい材料」と「しにくい材料」
ロウ付けを「しやすい材料」と「しにくい材料」