|
 続:機械加工の基礎知識 続:機械加工の基礎知識
NC旋盤/マシニングセンター |
|
| NC旋盤 |
| ★工具と設定 |
| 以下,NC旋盤に使う工具とその設定方法について説明します。 |
|
●使用するバイト
| 汎用旋盤に使うバイトと変わりません。方刃バイト,突切りバイト,中ぐりバイトなどを使います。ただし,高さ調整が難しいため,シャンク部分が25×25mmのバイトをそろえています。 |
【補足】ならいバイト
NC旋盤はX軸,Z軸方向にかなり複雑な運動ができるので,ならいバイト(右下写真)を使いこなせると便利です。これを使えば,チャック側の直径が細いテーパ部品などを加工することができます。
ならいバイトの使用例 |

ならいバイト |
|
|
|
|
|
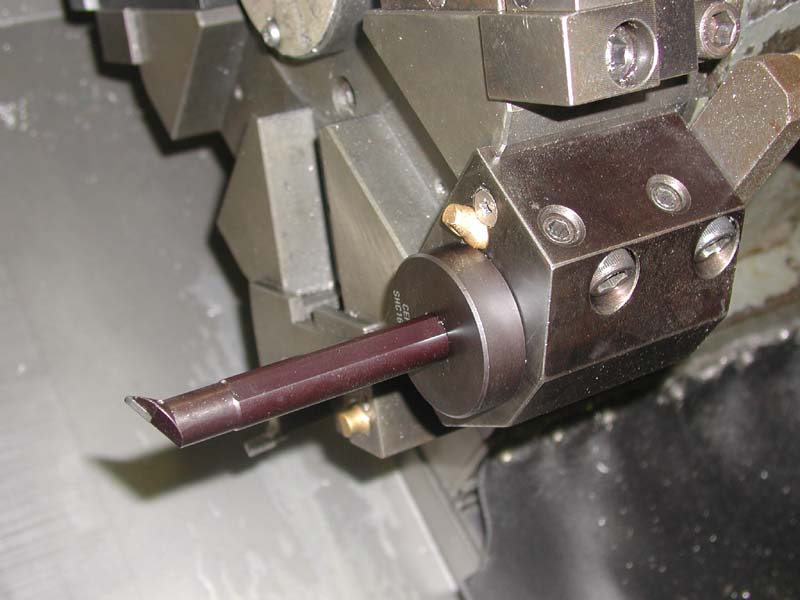
●工具の取り付け
バイトの取付は汎用旋盤とは逆向きになります(右写真)。片刃バイトの場合,シャンク部分が25×25mmであれば,概ねX軸方向の高さは一致します。
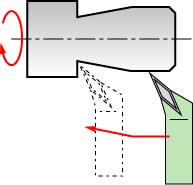
【補足】片刃バイトの位置
下図のように基準面から30mmの高さに合わせるように推奨されています。 |
|
|

片刃バイトの取り付け |
中ぐりバイトを取り付ける場合,専用のスリーブを使います。
【補足】中ぐりバイトを使用する際の注意事項
汎用旋盤でも1つのバイト台に片刃バイトと中ぐりバイトを取り付けておくことがあります。その場合,目の前にある中ぐりバイトをチャックにぶつけることはまずありません。しかし,NC旋盤では,工具交換の際に工具が回転するため,出っ張っている中ぐりバイトには細心の注意を払わなければなりません。もちろん,加工時にもチャックとの干渉には十分な注意が必要です。 |
|
|

中ぐりバイトの取り付け |
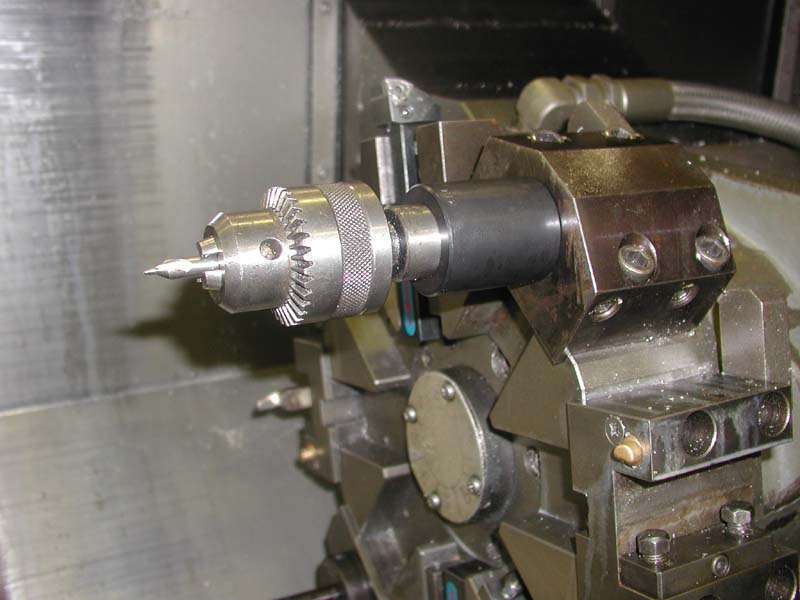
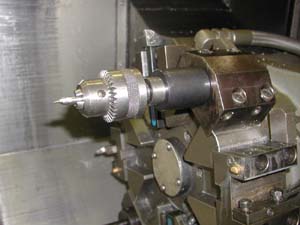
ドリルを取り付ける場合も専用のスリーブを使います。工具交換の際,長いドリルは,中ぐりバイトと同様,かなり邪魔になりますので,NC旋盤の扱いになれるまでは必要なとき以外ははずしておいた方がよいでしょう。
【補足】ドリルの中心位置を合わせる
当然のことですが,ドリルを使用する場合,その中心位置(X軸)を正確に合わせなければなりません。 |
|
|
ドリルの取り付け |
|
|
●工具設定
この後に説明するMDI運転や自動運転をする際には,あらかじめ工具位置(高さ)の設定をしておく必要があります。特に高精度な加工をする場合,最初の設定を精密にしておかなければなりません。
【補足】設定方法の一例
工具位置(高さ)の設定する場合,下記の要領で工具データを設定します。
①手動運転モードあるいはMDI運転モードできれいな外面を仕上げます。
①X軸にバイトを動かさずに,Z軸方向にバイトを逃がします。
②マイクロメータなどで外径を正確に測定します。
③「工具データ設定モード」にします。
④矢印キーを使って,設定するデータの箇所に合わせます。
⑤「エンザン(F3)」を押します。
⑥測定した数値を入力します。
⑦「書き込み」を押します。 |
|
|

マイクロメータによる外径の測定 |
|
|
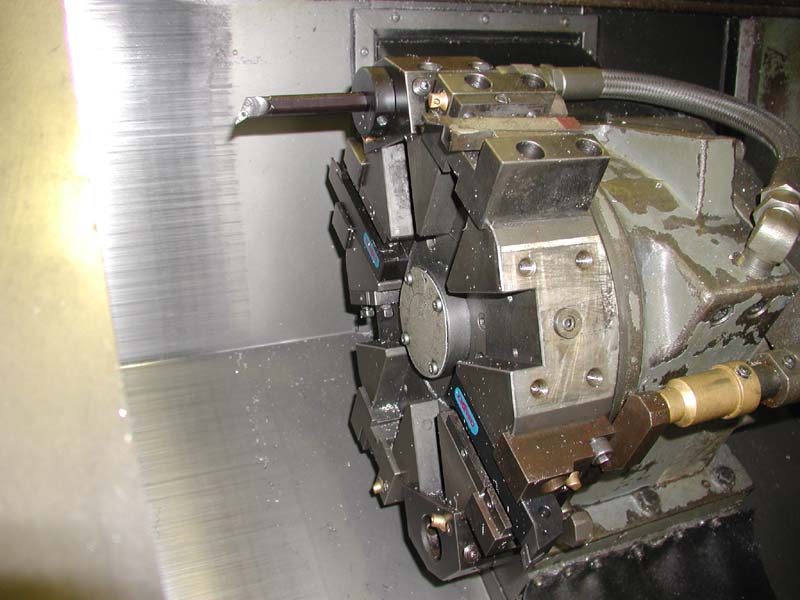
●工具交換
手動運転モードでは,X軸あるいはZ軸のリミットが働いている状態で「工具交換」のボタンを押せば,工具台が回転します。
MDI運転モードおよび自動運転モードでは,「T+4桁の数値」で指令します。(例えば「T0303」,最初の03は工具番号,後の03は工具オフセット番号)。
工具交換の際,回転する工具が,チャックや芯押し台あるいは材料にぶつからないように細心の注意を払う必要があります。
|

工具交換(ATC) |
|
|
 
[NC/MC TOP] [Koichi Hirata HOME] [NMRI HOME] |
| Contact: khirata@nmri.go.jp |
|